
うれしいことです、市内の飲食店の方からの製作依頼です。
SNSで繋がって
市内の飲食店の方がTwitterでアイアンシェルフ製作してくれる所ありませんか?みたいな投稿をしたらしいのです。
そしたら「こんな会社があるよ」って紹介してくれて、藤永製作所へ相談いただきました。
嬉しい事です、ほんとに。
先ずは相談
何事もまずは相談から始まります。
相談が打ち合わせになってお客様の希望のサイズ、形状等によって話を進めていきます。
お金のかかる事ですから、可能な限りご予算に合わせてお話を進めていきます。
そして図面を。
細かく数字入れると分かりにくくなってしまう事があります。
肝心な所が分かるような図面を作成してさらに打ち合わせを重ねます。
そして発注、製作依頼をいただきました。
材料切断
打ち合わせで使った図面、製作用にも作成します。
その図面には切断寸法や穴あけの位置や穴の大きさ等を入れてあります。
その数字に従って切断します。直角切だったり45°の角度切りだったり、長さも様々です。

藤永製作所では切断しながら水洗いをしています。
切断の時に使う切削油、早い段階で拭き取った方が後の作業がスムーズなんです。
切削油とは言ってもウチで使っている物は油ではありません、環境にも配慮した物を使っています。
工場の周囲が田んぼなのでそれくらい気遣いはしないとね。
組み立て、溶接
仮付けして形になったらしっかりと溶接します。

フレームの角の溶接はこんな感じで。
棚板の乗っかる部分のパイプです。
飲食店で使う物だし、シンクの上辺りに取り付ける予定なので全部を合わせめを全周溶接にしました。
見た目重視や用途によっては縦のみ溶接とか横のみ溶接なんて事もあるのですが、飲食店という事もあって衛生第一で全溶接、小さな隙間に何かたまって不衛生なのはさけたいしね。
仕上げ工程
溶接が終わったら捻じれや曲がりを確認します。
しれらが出ていたらこの段階で修正しますが、今回は捻じれ、曲がり、共に0でした。
大切な作業です、気をつかう作業なんです。
#60 #120 #240 #320と砥石の粒度か変えて平らに研磨します。

#60とか粗い段階で変に擦っちゃうと修正が効かない事もあります。
今回のパイプは1.5mmと薄目なので熱が入らないように注意も必要です。
熱が入り過ぎると、凹んだり盛り上がったり、熱硬化でその部分が硬くなってしまう事もあります。
丁寧に慎重に進めたい作業です。
バフ研摩
下処理が終わると次はバフを使っての研磨、光らせる研磨の工程です。
#400くらいでの研摩です。

バフで研磨する時も熱に注意が必要です。
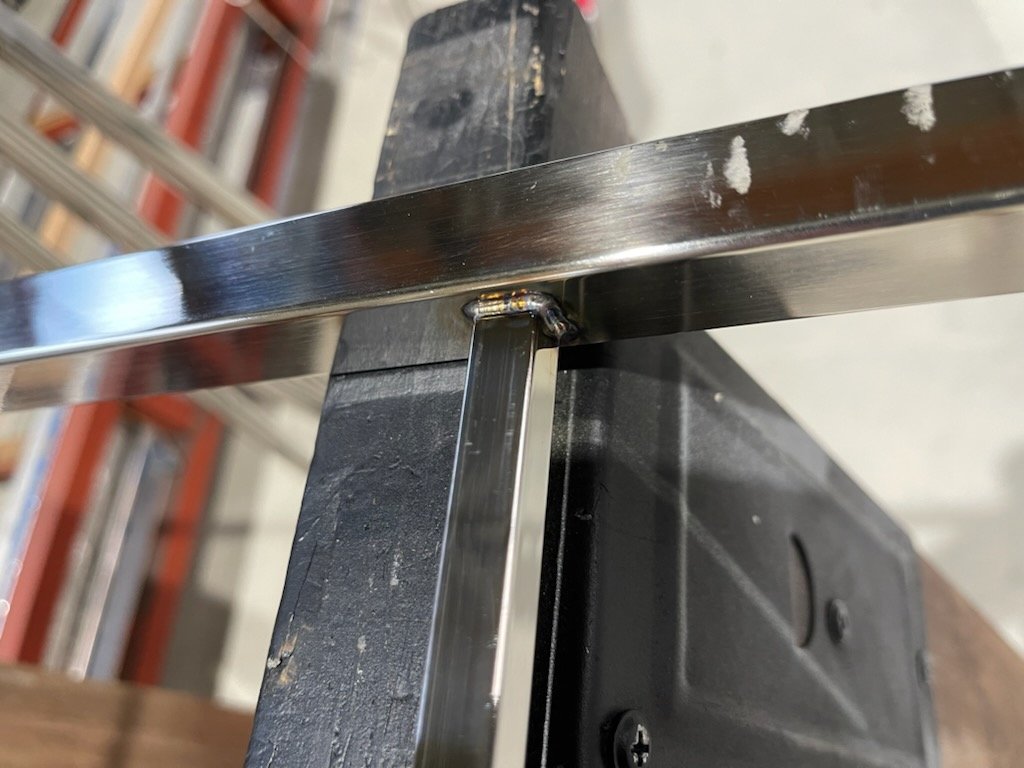
今回は角の仕上げをパシッとトメ仕上げ風にしました。
大きなサイズのパイプの場合パシッとした仕上げよりぼかした感じのトメにする事もあります。
その方が見た目の柔らかさを感じる事もあるのでそうする事もあります。
今回のパイプは20mmの角パイプ、比較的細目なのでパシッとトメ仕上げにフレームの存在感、輪郭を出すようにしてみました。
研磨終わった状態を撮ろうと思っていたのに・・・
気付いたら養生テープ貼って梱包した後でした・・・
養生テープ貼り、梱包
最後の段階です。
最後にキズにならないよう養生テープを貼ります。

そして納品の時にばらけないようにひとつに梱包します。
4つフレームを製作して一つの吊り棚になります。
棚板となるのは木製です。
お客様の実家が家具屋さんという事で棚板はこれに合わせて製作されるとの事、完成が楽しみです。
お問い合わせください。
藤永製作所では今回のような棚の製作も承っております。
こんな感じで・・・このくらい大きさで・・・などザックリとしたところからご相談ください。
材料の寸法や形状など、可能な限りご予算に応じて製作致します。
先ずはお気軽にご相談ください。

