トラックサイドバンパー
何かとお付き合いのある運送屋さんからステンレス製サイドバンパー製作の依頼をいただきました。
今付いている物はスチール製、けっこうな腐食があって見た目のよくない。
ないと車検が通らない・・・鉄だとまた錆や腐食が・・・
という事でステンレス製です。
デコトラではなく普通の感じのサイドバンパーです。
前と後ろとありますが、とりあえず前のサイドバンパー(長い方)の製作です。
パイプ曲げ
採寸したサイズに合うようにパイプを曲げます。

こんな感じで4本、これと取付け用ステーのパイプ曲げ10本を製作

端部は長めになっているので寸法に合わせて切断します。
サイドバンパー取付け用ステー
パイプを曲げたら荷台の根太へと取り付ける板を溶接します。

既存サイドバンパーの穴を使いたいと言うので、ここでは穴あけはしません。
車体への取付けの時にマーキングして穴あけをします。
組み立て
各部材ごとの加工がすんだら組み立て作業に入ります。
今回のステンレス製サイドバンパーはこんな感じです。
普通な感じのスッキリした物です。

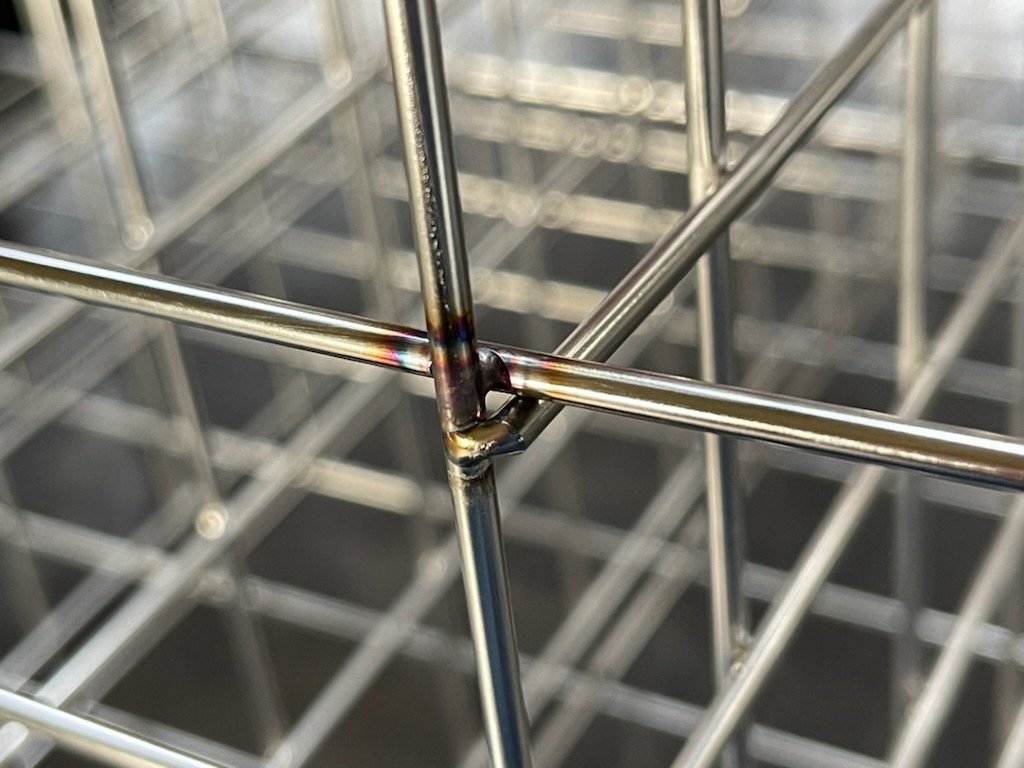
丸パイプ同士の溶接個所、仮付けはなるべく小さく済ませます。

溶接に入ります。
仮付けの組み立てが終わったらもう一度各寸法を確認して、問題なければ溶接作業に入ります。
端部はこのような板で繋ぎます。
強度アップを端部のバラつきを防げます。
こんな感じで、各部材同士溶接します。

溶接での曲がりの事も考えながら溶接
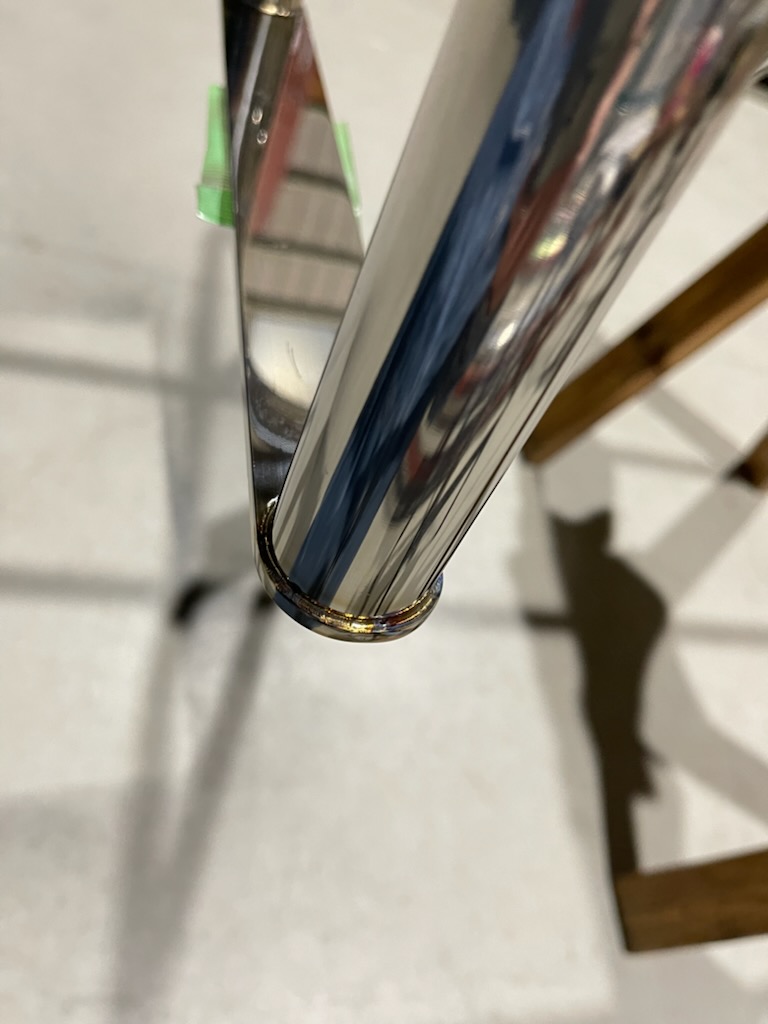
焼け取り作業
溶接が終わったら次は焼け取りの作業です。
バフで研磨する場合と電解研磨とありますが、これは電解研磨です。
電解液を使ってジュ―――って
そうするとこんな感じでキレイになります。

溶接焼けと同時に汚れも落ちます、さらに不動態化処理がきます。
不動態化、それはステンレスが錆に強い理由の部分なんです。
この不動態化の層がある事でステンレスは錆に強いんです。でも溶接によってその層が健全な状態ではなくなってしまいます。
それを電解処理する事で層が整えられ防錆力がアップするのです。
不思議だね。
最後は水洗い

キレイになりました。
この後、拭き上げます。
電解液
電解研磨、この時に使う電解液ですが、数年前までは弱酸性の液が主流でしたが、現在は中性電解液が主流です。
いつくかのメーカーがありますが、どこの中性電解液を出しています。
弱酸性の液の頃は垂れ落ちた液でコンクリートが白くなってしまったり、細かい飛沫が顔にかかるとピリピリ痒く
なったのですが、中性だとそのような問題がありません。
そして安心です。
細かい隙間に電解液が入り込むとなかなか洗い流せないのです。
キレイに洗い流したつもりでも翌日にちょっと染み出てるって事もあるんです。
そんな染み出た液も中性なら安心です、素手で触っても問題ありません。
安心してお使いください。
製作します
藤永製作所ではこのようなトラックのサイドバンパーの製作も可能です。
こんな物あったらいいな、こんなの欲しいな、作れるかなぁ・・・って思いましたら、お気軽にご相談、
お問合せください。