
ステンレス製ポストのお話しです。
繋がりに繋がって
先日市内の某町内会からステンレス製のポストの製作依頼をいただきました。
町内会長さんが近所の建築屋さんに相談した所、うちじゃ出来ないからという事で、市内の溶接屋さんを紹介、
その溶接屋さんは鉄なら出来るけどステンレスの溶接は・・・という事で、その溶接屋さんからの紹介で請ける事になりました。
人って繋がってるんだなぁってちょっと驚き、また嬉しくなりました。
そして先ずは会長さんの所へ伺い話を。
今回製作のポスト、各組長さんとか班長さんの所へ置き、配布する色々な広報誌等を配るための物との事で、今までもステンレス製の物を使っていたけど、かなり古い物で破損してるから新しく入れ替えたいとの事でした。
細長い形状で安定も悪いから安定した形状にしたいと。
製作数25 頑張りました。
設計
希望が分かったところで設計に入ります。
打ち合わせの中でサイズは200×200高さ350と決めたのでそのサイズで設計開始します。
今までの物もフタは開閉式、でも丁番がグラグラしたり曲がったりで開け閉めが普通じゃない状態でした。
サイズ的に薄口丁番になるのでどうしてもガタがきます。
なので丁番は使わずピポット式にしました、しかも一番単純な方法で。
長く使ってもらうためには単純な方が良いって事が多いんです。
交換や修理、調整が楽だからね。
何度はやり取りがあった製作開始です。
やっちまった・・・
ステンレスだからやっぱり光ってる方が良いと希望をいただいたので#400の研磨板で製作します。
ここをこう曲げて、こうやって・・・・
やっちまいました、曲がらない寸法だったのです・・・。
200×200のコ型曲げが機械的に出来ないって事に気が付きませんでした。
なので、平板で。

このような平の板で製作する事になりました。
L型を2つ合わせて胴体の角柱を作る方法もありますが、板が薄いんです。
機械的に曲げた角の丸みと溶接した場合の丸みとじゃかなり違って見た目が悪いんです。
なので、やっぱり見た目重視して平板製作の判断をしました。
先ずは地味だけど大切な作業
ホント地味な作業なんです、養生テープ剥がし
地味だけどホントに必要な作業工程なんです。

1枚1枚の板、溶接する所の養生テープを剥がしています。
これをやらないと溶接が出来ないんです。
小さく剥がすと溶接の熱で溶けちゃいます。
大きく剥がすと作業中に余計なキズが付く原因にもなります。
微妙な加減が必要な地味な作業・・・・です。
先ずはフタを
製作数25 ちょっとした数です。

フタは一体で曲げたので角部分のみの溶接仕上げです。
小さな溶接個所だけど油断はダメです。
パタンッて気持ち良く閉めるためには歪はだめです、カタカタしちゃいますから。
本体の製作
板同士の合わせ、出入り、対角等を気にしながら25個の仮付けが終わりました。
仮付けが終わったら次は・・・

溶接です。
ひとつの物を一気に溶接出来ないんです。
しない方が良いんです。

だから2つ並べて交互に溶接していきます。
一気に全部溶接すると熱で歪が出て凹みが出たり、カップ焼きそばのお湯捨てみたいにベッコンってなっちゃいます。
だから2つ並べて、コッチやったらもう1つのココ、みたいな感じでアッチやったりこっちやったりです。
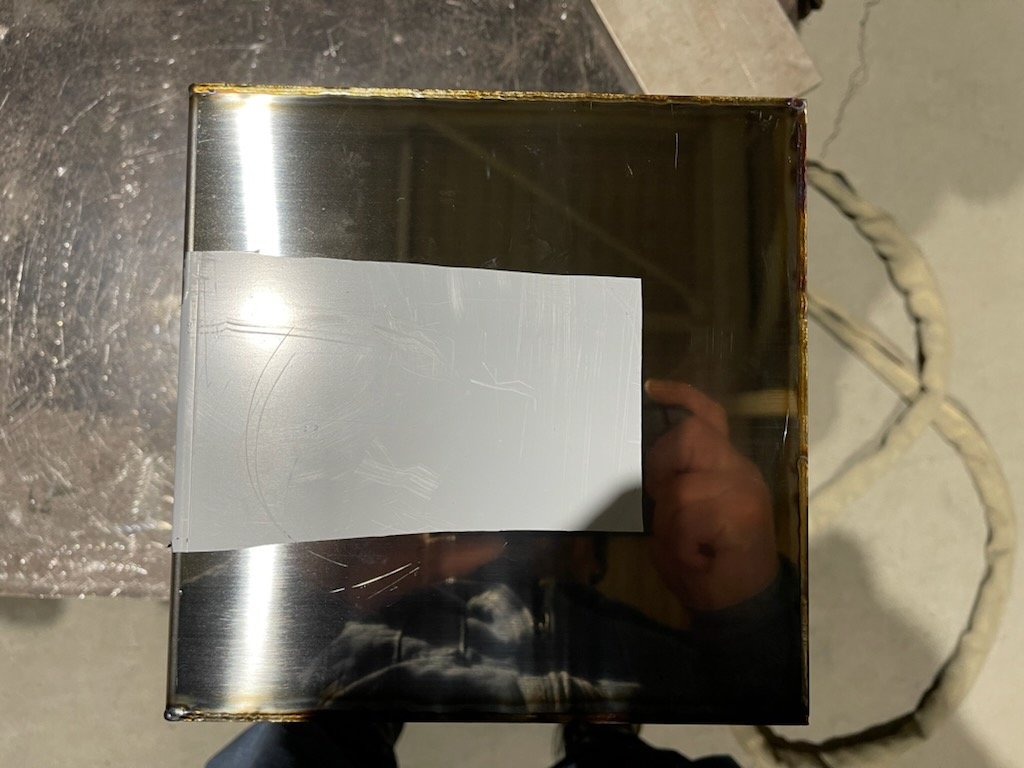
気になっていた底面の溶接歪も問題ないようです。
歪なく私が写っていますね。
研磨作業
溶接が終わったら研摩作業に入ります。

このような感じで先ずは下処理です。
粗目の砥石から段々と細かくしての研磨下処理です、私の場合#60 #120 #240 #320くらいが基本的な番手です。
コレを溶接した面、全てに。

こんな感じの砥石です。
フラップディスクなどと呼ばれています。
全面終わったら次はバフ研摩です。
これがバフです。


色々な種類があり、バフを取付ける機械も色々とあります。
バフに研磨材を擦り付けて仕上げていきます。
こんな感じで光らせます。

研磨が終わったらフタを取付けて終了
フタは約このくらいの位置で止まります。

フタの取付が終わったら終了ですが、最後にひと手間、全体を手で磨きます。

液体のコンパウンドで磨くことでバフの研磨材が取れて、バフをかけた所とかけてない所の境界が
目立たなくなります。
最後に
こういった製作物をいただけたのは勿論うれしいです。
私が言うのもなんですが、広報誌をこういった物に入れて配布るすっていう気持ちも嬉しいです。
そして長く使って欲しい。
落としちゃう事もあると思います、ケガなんてしませんように。
落として破損したら修理できます、でも落とさないでね。
