
ある物のベース板の製作をいただきました。
ベース板加工
500×500の鉄板、厚さは12.0mm
この四隅に14mmの穴あけをします。
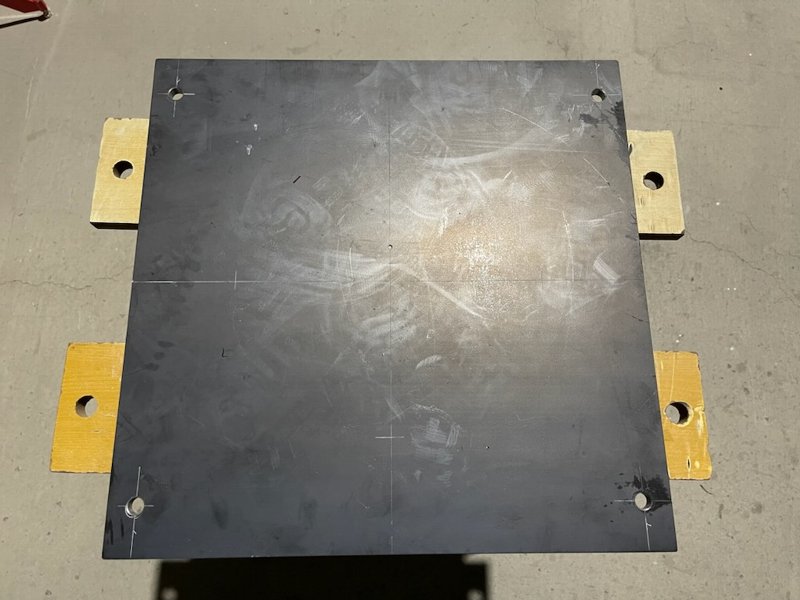
ちょっと重たい板なので注意が必要です。
甘く見て作業してると腰をやられます・・・

穴あけした所は面取りしておきます。
ボルトを12本
四角い500×500の板と12角形の板を合わせます。
四角い板と12角、それそれ同じ位置に12ケ所穴あけをします。
500角の板には12mmのボルト下穴、12角の板には12mmボルトのバカ穴、13mmをあけます
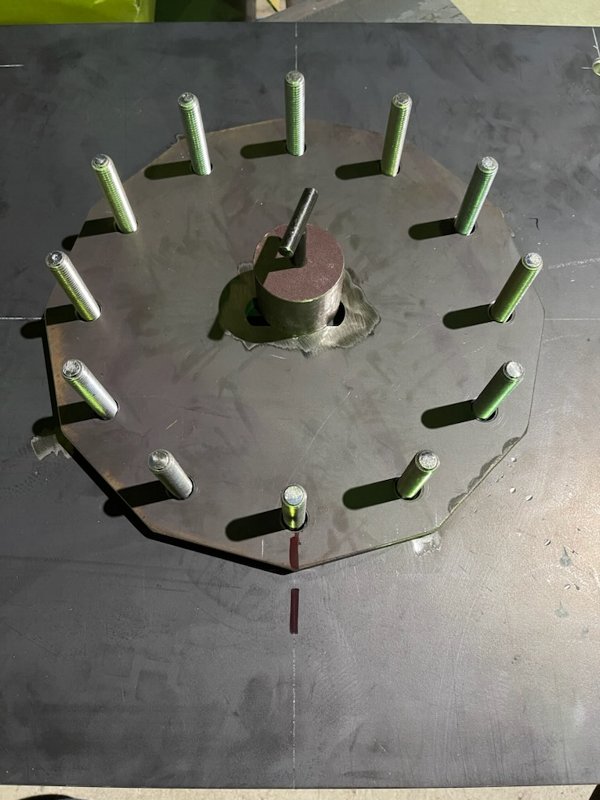
500角の板にもバカ穴にした方が余裕が出来て納まりやすいけど、タップを切ってボルトを締め込む方法にしました。
現地で施工する時にその方が作業性がはるかに良いので、製作では厳しい方を選択しました。
どの位置でも入るように
12角形の板、どの位置にきても12本のボルトが入るように、穴あけは作業はちょっとシビアに。
全てレーザーで穴あけしたら何の問題もなく合うけど、諸事情により手加工です。
その方が製作のし甲斐があるので、個人的には好きです。
中央に言える磁石は取っ手の代わりです、この磁石を持って持ち上げてひとつ回転させてボルト確認、また持ち上げて回転させて・・・これを12回
錆止め塗装
この後はグレーの錆止め塗装をして納品
ですが、写真がないです。取り忘れました。
暫くの間、水中にあるので見る事は出来ないのですが、これがないと作品が立たないというベース板です。
見えない部分だけど塗装はシッカリとやや厚めに。

